
آموزش PLC 1200 زیمنس یک دوره تخصصی در زمینه اتوماسیون صنعتی و برق است که از سطح مقدماتی تا متوسطه طراحی شده و برای دانشجویان، تکنسینها و مهندسان بسیار کاربردی خواهد بود. در این مجموعه، ابتدا مفاهیم پایهای و اصول کار با PLC S7-1200 زیمنس به صورت ساده و روان آموزش داده میشود و سپس مباحث پیشرفتهتری در سطح متوسطه مطرح میگردد تا فراگیران بتوانند درک کاملتری از این کنترلر قدرتمند داشته باشند.
این دوره با تدریس مهندس همایون فرد تهیه شده و شامل پروژهها و مثالهای عملی متنوع است که به شما کمک میکند مطالب را بهتر درک کرده و در پروژههای واقعی بهکار بگیرید. ترکیب مباحث تئوری با تمرینهای عملی باعث شده این مجموعه یکی از منابع ارزشمند برای یادگیری آموزش PLC 1200 باشد.
اگر به دنبال دورهای جامع و قابل فهم برای شروع یادگیری PLC زیمنس هستید و میخواهید از پایه تا سطح متوسطه پیش بروید، این آموزش میتواند بهترین انتخاب شما باشد.
عناوین این پکیج اموزشی:
فصل اول: مقدمه و تعاریف اولیه
در ابتدای دوره آموزش PLC S7-1200 زیمنس، قدم به دنیای اتوماسیون صنعتی میگذارید. در این بخش با مفاهیم پایهای مانند انواع کنتاکتها، سنسورها و عملگرها آشنا خواهید شد؛ موضوعاتی که زیربنای برنامهنویسی PLC محسوب میشوند. این فصل به گونهای طراحی شده که حتی اگر تنها آشنایی مقدماتی با برق صنعتی و اتوماسیون دارید، بتوانید بدون دغدغه یادگیری برنامهنویسی PLC S7-1200 را آغاز کنید.
- معرفی سیستم
- تعریف یک کنتاکت
- مفاهیم کنتاکت های باز و بسته
- مفاهیم کنتاکت های NC و NO
- اصول سیگنال ها و انواع سیگنال های مورد استفاده در اتوماسیون صنعتی
فصل دوم: معرفی سیستم و PLC S7-1200
در این بخش از آموزش PLC S7-1200 زیمنس، به صورت جامع با انواع مدلهای پیالسی S7-1200 و ماژولهای جانبی آن آشنا میشوید. همچنین مفهوم سیستم و نحوه کارکرد ورودیها و خروجیهای یک سیستم به زبان ساده توضیح داده میشود. این فصل نقش کلیدی در درک پایههای برنامهنویسی PLC 1200 دارد و مسیر یادگیری شما را برای مراحل پیشرفتهتر هموار میسازد
- تعریف سیستم
- تعریف ورودی و خروجی
- تعریف کامپیوتر
- تعریف plc
- معرفی انواع plc های زیمنس
- معرفی S7-1200
فصل سوم: ساختار حافظه و مبانی اعداد
در این فصل از آموزش PLC S7-1200، با ساختار حافظه و شیوه ذخیرهسازی دادهها در پیالسی و کامپیوتر آشنا میشوید. همچنین مفاهیم پایهای اعداد، شیوه شمارش در مبانی مختلف و روش تبدیل آنها به یکدیگر بهصورت کاربردی آموزش داده میشود. این بخش به شما کمک میکند تا منطق برنامهنویسی در PLC 1200 را بهتر درک کنید و در پروژههای عملی تسلط بیشتری داشته باشید
- ساختار حافظه و انواع حافظه های بیتی و بایتی
- مبانی اعداد
- مبانی کار با ساختارهای حافظه
- حافظه های بیتی و انواع حافظه های ورودی و خروجی
فصل چهارم آموزش plc s7 1200: سیگنال ها و ماژول ها و اصول آدرس دهی
در این فصل از آموزش PLC S7-1200 با انواع ولتاژهای ورودی و خروجی و شیوه عملکرد آنها آشنا میشوید. سپس اصول آدرسدهی سیگنالها و نحوه ذخیرهسازی وضعیت هر ورودی در حافظه پیالسی بهصورت کامل توضیح داده میشود. در ادامه با مفهوم مهم Symbol Table آشنا خواهید شد؛ ابزاری که امکان تعریف نامهای مستعار برای خانههای حافظه را فراهم کرده و نوع داده ذخیرهشده در هر بخش را بهطور دقیق مشخص میکند. این فصل یکی از پایههای اصلی برای درک بهتر برنامهنویسی در PLC 1200 به شمار میرود.
- سیگنال ها و ماژول های ورودی و خروجی
- آدرس دهی حافظه و سیگنال ها
- کار با symbol table
- آدرس دهی سخت افزار
فصل پنجم: معرفی tia portal و پیکر بندی سخت افزار
در این فصل وارد دنیای نرمافزار قدرتمند TIA Portal میشویم. ابتدا با بخشهای مختلف این نرمافزار آشنا خواهید شد و سپس شیوه تعریف و پیکربندی سختافزار بهطور عملی آموزش داده میشود. علاوه بر این، نحوه تشخیص خودکار نوع سختافزار متصل به سیستم نیز مورد بررسی قرار میگیرد. یادگیری این فصل نقش مهمی در شروع حرفهای برنامهنویسی و کار با PLC S7-1200 ایفا میکند.
- معرفی نرم افزار تیا پورتال
- پیکربندی سخت افزار در محیط نرم افزار TIA Portal
- آموزش نحوه ایجاد یک پروژه
فصل ششم: بلوک های نرمافزاری شروع برنامه نویسی
در این فصل با مفهوم بلوکهای نرمافزاری در محیط برنامهنویسی آشنا خواهید شد؛ المانهایی که پایه و اساس طراحی در زبان Ladder به شمار میروند. در این بخش، اصول ایجاد بلوکها و نحوه استفاده از اجزای اصلی برنامهنویسی به صورت کاربردی آموزش داده میشود تا مسیر یادگیری PLC S7-1200 برای شما سادهتر و حرفهایتر شود.
- معرفی بلوک های نرمافزاری و دسته بندی بلوک ها
- شروع برنامه نویسی در محیط تیا پورتال
- ایجاد یک باکس
- اصول برنامه نویسی به زبان Ladder
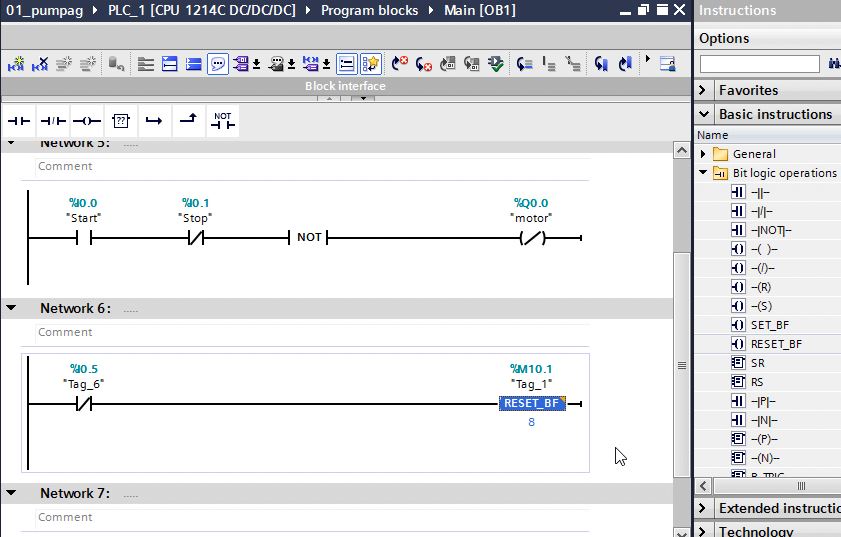
فصل هفتم: عملیات بیتی و منطقی
در این فصل با عملیات منطقی روی بیتهای ذخیرهشده در حافظه PLC آشنا میشوید. همچنین یکی از مفاهیم کلیدی در تحلیل سیگنالها یعنی RLO به شما آموزش داده خواهد شد؛ مفهومی که پایه بسیاری از فرآیندهای برنامهنویسی در PLC S7-1200 است و درک درست آن نقش مهمی در اجرای صحیح پروژهها دارد.
- عملیات بیتی و منطقی
- معرفی RLO
- انواع فلیپ فلاپ
- کار با لبه های سیگنال
فصل هشتم: مقایسه گرها و عملیات ریاضی
در این فصل با مقایسهگرها بهعنوان یکی از بلوکهای مهم عملیاتی در برنامهنویسی PLC S7-1200 آشنا خواهید شد. این بلوکها امکان مقایسه دو خانه حافظه را فراهم کرده و نتیجه را بهصورت منطقی در اختیار برنامهنویس قرار میدهند. علاوه بر این، مباحثی مانند عملیات ریاضی و منطقی روی اعداد بزرگ نیز آموزش داده میشود تا درک کاملتری از نحوه پردازش دادهها در محیط TIA Portal به دست آورید.
- مقایسه گر ها
- مقایسه اعداد صحیح
- مقایسه اعداد اعشاری
- عملیات ریاضی و منطقی
فصل نهم آموزش plc s7 1200: کار با سیگنال های آنالوگ
این فصل یکی از مهمترین بخشهای آموزش PLC S7-1200 زیمنس به شمار میآید، زیرا تمرکز آن بر روی سیگنالهای آنالوگ است؛ موضوعی کلیدی در اتوماسیون صنعتی. در این بخش، ابتدا با انواع سیگنالهای آنالوگ آشنا میشوید، سپس نحوه پیکربندی ماژولهای آنالوگ را گامبهگام فرا میگیرید. در ادامه نیز روشهای برنامهنویسی این سیگنالها در محیط TIA Portal آموزش داده میشود تا بتوانید پروژههای صنعتی واقعی را با دقت و کارایی بالاتر پیادهسازی کنید.
- انواع سیگنال های آنالوگ
- پیکربندی ماژول های دریافت و ارسال سیگنال آنالوگ
- برنامه نویسی سیگنال های آنالوگ
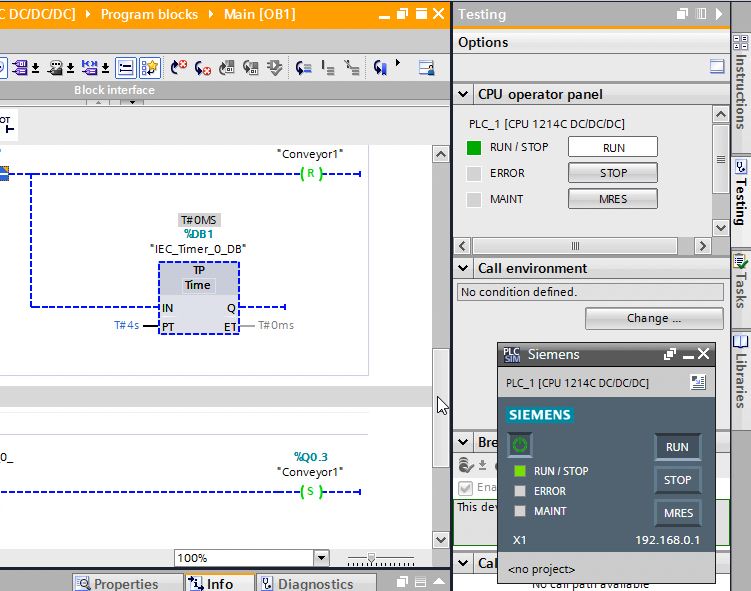
فصل دهم: کانتر ها و تایمر ها
شمارش از ابتداییترین و مهمترین وظایفی است که در هر سیستم اتوماسیون صنعتی انتظار میرود. در این فصل از آموزش PLC S7-1200 زیمنس با دو بخش کلیدی برنامهنویسی آشنا میشوید: کانترها و تایمرها. کانترها وظیفه شمارش رو به بالا یا پایین را بر عهده دارند و امکان کنترل دقیق فرآیندها را فراهم میکنند. تایمرها نیز با اندازهگیری زمان، ابزار قدرتمندی برای اجرای عملیات زمانبندی شده هستند؛ به گونهای که میتوانید وظایف خاصی را قبل یا بعد از سپری شدن یک بازه زمانی مشخص به صورت خودکار اجرا کنید.
- شمارنده ها و تایمر های مورد استفاده در نرم افزار تیا پورتال
- اصول زمان بندی نرم افزار ها
فصل یازدهم: سیم کشی و اتصال سنسور ها و عملگر ها
در این فصل از آموزش PLC 1200 زیمنس تمرکز اصلی روی سختافزار و ماژولهای متنوع سری S7-1200 است. شما با انواع ماژولها و کاربردهای آنها آشنا میشوید و سپس نحوه سیمبندی اصولی و روشهای اتصال سنسورها و عملگرها را یاد میگیرید. در این بخش توضیح داده میشود که هر نوع سنسور یا عملگر بر اساس سیگنالهای ورودی و خروجی چگونه باید به PLC متصل شود تا عملکرد سیستم دقیق و بدون خطا باشد. این فصل پایهای محکم برای ورود به برنامهنویسی و پیادهسازی پروژههای واقعی فراهم میکند.
- وایرینگ و نحوه سیم کشی
- اتصال سنسورها و عملگرها به ماژول های پی ال سی 1200
پروژه های آموزش داده شده در این مجموعه:
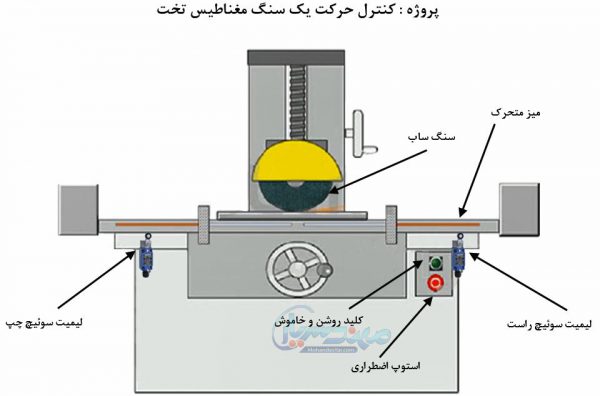
پروژه 1 : کنترل حرکت یک سنگ مغناطیس تخت:
این دستگاه با استفاده از حرکت رفت و برگشتی میز خود، قطعه قرار داده شده روی ان را سنگ زنی می کند. برای تشخیص حرکت از یک میکرو سوئیچ در لبه های میز استفاده می شود. این میکرو سوئیچ ها میزان حرکت میز را کنترل می کنند. هدف این پروژه برنامه نویسی سیستم کنترل این دستگاه در برنامه tia portal است.
پروژه 2: دریافت دمای محیط و کنترل سرعت فن:
یک فن صنعتی را در نظر بگیرید که با موتور سه فاز کار می کند و توسط یک درایو کنترل می شود. یک سنسور PT-100 دمای محیط را به صورت سیگنال آنالوگ به Analog Input یک plc 1200 منتقل می کند. در ادامه plc توسط سه سیگنال خروجی دیجیتال درایو را کنترل می کند و درایو نیز پس از اجرای فرمان ها مقدار واقعی سرعت را به عنوان فیدبک به plc ارسال می نماید.

پروژه 3: کانوایر کنترل کیفیت:
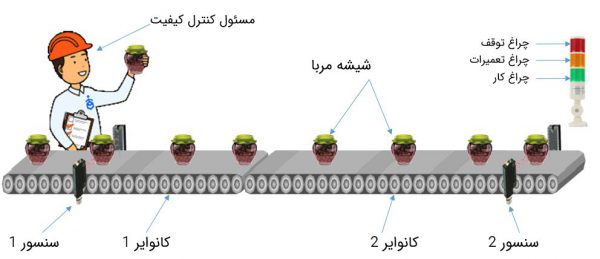
در این بخش در قالب یک پروژه، با سخت افزار و انواع ماژول های S7-1200 بیشتر آشنا خواهید شد. همچنین یک پروژه فرضی، نحوه سیم بندی و اصول اتصال انواع سنسورها و عملگرها که وابسته به نوع سیگنال ارسالی میباشد را برای شما تشریح خواهد کرد.
در این پروژه شیشه های مربا از جلوی یک مسئول کنترل کیفیت رد می شوند. با رسیدن شیشه به جلوی مسئول کنترل کیفیت کانوایر 1 متوقف شده و پس از 4 ثانیه مجددا حرکت می کند. و شیشه وارد کانوایر دوم می شود. در انتهای کانوایر 2 یک سنسور تعداد شیشه های تایید شده را شمرده ویک نفرشیشه مربا را در کارتن می چیند. با گذر هر 20 شیشه کانوایر 2 برای مدت 7 ثانیه متوقف شده و در این مدت یک چراغ وضعیت توقف را نشان می دهد. با گذشت 50 ساعت کار، چراغ تعمیرات روشن شده و با زدن کلید ریست چراغ تعمیرات خاموش می شود.
پروژه 4: دستگاه پرس هیدرولیک (تجزیه برنامه به سناریوهای مجزا و کد نویسی)

با فشردن پدال، جک شروع به حرکت رو به پایین کرده و با رسیدن به میکرو سوئیچ حد پایین، حرکت را معکوس کرده و رو به بالا حرکت میکند . با رسیدن به میکروسوئیچ بالایی جک متوقف می شود. از زمان فشردن پدال تا پایان حرکت چراغ گردان آلارم روشن می باشد. با فشردن کلید اصلی، پمپ هیدرولیک روشن می شود. برای خاموش کردن پمپ دوباره کلید اصلی را فشار می دهیم.
در حین کورس حرکت، هرگاه فشار روغن دستگاه به بیش از 280 bar برسد، حرکت متوقف شده و آلارم صوتی فعال می شود. آلارم صوتی با رسیدن فشار دستگاه به زیر 240 bar قطع می شود.
در صورتی که سنسور PT100 تشخیص دهد به حرارت روغن هیدرولیک از 80 درجه سانتیگراد بیشتر شده است، فن رادیاتور روغن روشن می شود و هنگامی که حرارت روغن به کمتر از 40 درجه برسد، فن خاموش می شود. با چرخاندن کلید اتوماتیک به روی دستی می توان با دکمه های بالا و پایین جک را حرکت داد اما این حرکت فقط در محدوده میکروسوئیچ های بالا و پایین می باشد.

دیدگاهها
هیچ دیدگاهی برای این محصول نوشته نشده است.