
سرفصل های فیلم پروژه های حرفه ای Plc:
پروژه شماره یک: عملیات تولید آهک در سیماتیک منیجر
به منظور سنجش دمای هر یک از قسمتهای کوره از یک عدد TC (ترموکوپل) استفاده می شود. در مرحله اول دما باید بین 800 الی 820 درجه قرار داشته باشد. پس از سپری شدن زمان 30 دقیقه ، V6 به مدت 5 دقیقه باز شده و مواد به مرحله دوم کوره وارد می شوند.
در مرحله دوم دما بین 900 الی 920 درجه قرار گرفته و مواد به مدت 20 دقیقه در این مرحله نگه داشته می شوند. سپس V7 به مدت 5 دقیقه باز شده و مواد وارد مرحله سوم می شوند.
در مرحله سوم مواد شروع به سرد شدن نموده و هر گاه دمای آنها به 40 درجه رسید ، ابتدا M5 و M4 روشن شده و سپس V8 به مدت 5 دقیقه باز می شود. پس از 10 دقیقه ، موتورهای M5 و M4 خاموش می شوند. هرگاه سنسور به کار رفته در قسمت سیلو وجود کامیون بارگیری مواد را حس نمود، V9 به مدت 15 ثانیه باز می شود.
پروژه شماره 2: سیستم بسته بندی شکر
با فشردن دکمه استارت ابتدا جعبه های خالی توسط نوار نقاله 1 وارد شده و توسط سنسور اول شمرده می شوند. جعبه ها به زیر سنسور دوم که رسیدند نوار نقاله خاموش می شود و پس از خاموش شدن ، عملیات پر شدن جعبه ها آغاز می شود. وزن مورد نظر برای جعبه ها ها 50 کیلوگرم در نظر گرفته شده است . یعنی هنگامی که ترازوی زیر جعبه این وزن را تشخیص داد، دریچه مخزن شکر بسته شده و عملیات پرکردن جعبه به اتمام می رسد. بعد از این مرحله ، مجددا نوار نقاله روشن شده و جعبه ها به راه خود ادامه می دهند.
پروژه شماره 3: کنترل خشک کن کاغذ با PID
خشک کن کاغذ دارای دو مجموعه سیلندر میباشد. سیلندرهای بالایی و پایینی هر مجموعه به طور مستقل اما همزمان با قسمت دیگر هر مجموعه حرکت می کنند . درجه حرارت هر یک از این چهار قسمت توسط شیر پروپشنال پنوماتیک قابل کنترل می باشد. لوله کشی بخار از هر شیر تا اتصال چرخان هر سیلندر انجام شده و در انتهای هر مجموعه سیلندر، یک سنسور PT100 وظیفه اندازه گیری درجه حرارت را به عهده دارد.
درجه حرارت توسط PLC دریافت شده و پس از گذر از تابع PID، مقدار مطلوب شیر محاسبه و به صورت سیگنال آنالوگ به شیر بخار ارسال می شود. شیر پروپشنال با دریافت سیگنال دریچه بخار را به مقدار مناسب باز می کند . مقدار ست پوینت اولیه برای درجه حرارت هر قسمت در بخشی از حافظه DB ذخیره شده و میتواند توسط پنل اپراتوری تغییر و تنظیم شود.
پروژه شماره 4: پروژه کنترل سیستم خمیر سازی کارخانه کاغذ
مواد اولیه که کارتن های پرس شده به نام آخال می باشد به کارخانه منتقل و دپو می شود. هر بسته که حدود 500 الی 600 کیلوگرم وزن دارد توسط لیفتراک بر روی نقاله قرار گرفته و به داخل آسیاب که پالپر نامیده می شود منتقل میگرد.
پالپر و نقاله دارای فرمان مجزا و مستقل بوده و موتور اصلی پالپر دارای یک درایو می باشد که سرعت چرخش موتور را توسط یک سیگنال آنالوگ مشخص می کند. مقدار این سیگنال آنالوگ توسط یک پتانسیومتر که در دسترس اپراتور پالپر میباشد به درایو اعلام و درایو بر اساس تنظیمات داخلی خود سرعت موتور پالپر را تنظیم می کند.
پروژه شماره 5: کوره عملیات حرارتی با PID در سیماتیک منیجر
کوره عملیات حرارتی دستگاهی است که میتواند درجه حرارت تا 1800 درجه را به قطعاتی که در داخل آن گذاشته میشود برای زمان مشخصی اعمال نماید. برای اندازه گیری حرارت از ترموکوپل استفاده می شود. ترموکوپل ها می توانند درجه حرارت بیشتری نسبت به PT100 ها رااندازه گیری نمایند. درجه حرارت داخل کوره توسط یک لوپ PID کنترل می شود که SSR مربوطه را به صورت پالس تحریک کرده تا حرارت مورد نظر ایجاد شود.
مقادیر درجه حرارت مطلوب و زمان حرارت دهی در یک خانه حافظه از نوع DB قرار داشته و دارای مقادیر اولیه 1200 و 60 میباشد که این مقدار توسط پنل قابل تنظیم و تغییر می باشد.
در همین رابطه بخوانید: آموزش نقشه کشی برق صنعتی در eplan electric p8
پروژه شماره 6: پروژه اتوکلاو هوشمند با سیستم PID پشتیبان دار
اتوکلاوی که میخواهیم نرم افزار اتوماسیون را برای آن طراحی کنیم ، دارای دربی میباشد که توسط یک قفل برقی قفل شده و یک تیوپ نسوز با استفاده از فشار باد کاملا آن را آب بندی می کند . یک سنسور فشار باد را کنترل می کند . فشار بخار توسط یک شیر پنوماتیکی با محرک برقی به داخل اتوکلاو هدایت میشود و فشار آن توسط یک ترانسمیتر فشار کنترل شده و توسط یک لوپ PID در مدت انجام عملیات روی 8 بار تنظیم می شود.
چهار عدد ترموکوپل ، درجه حرارت داخل محفظه استریل را اندازه گیری می کنند دو عدد در قسمت پایین و دو عدد در قسمت بالا نصب می شوند که میانگین درجه حرارت محفظه را میتوان توسط این چهار سنسور به دست آورد .
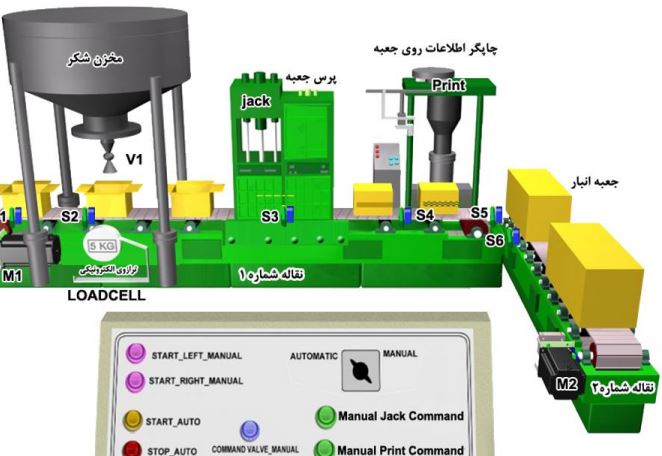
شماتیک یکی از پروژه های آموزش داده شده (تمامی پروژه ها مانند عکس بالا به صورت شماتیک تشریح شده اند تا درک مراحل برنامه نویسی ساده تر گردد).
پروژه شماره 7: اتوماسیون سیستم تست دوام جعبه فرمان – Invertor
خودرو پراید هم اکنون پر تیراژ ترین خودرو تولید داخلی میباشد . جعبه فرمان این خودرو از بدو تولید توسط تولید کنندگان داخلی تامین میشود. جدا از پروسه تولید ، پس از پایان تولید هر محموله ، یک نمونه از جعبه فرمان بر روی دستگاه تست دوام نصب شده و یک موتور الکتریکی به جای غربیلک فرمان ، پینیون جعبه فرمان را از منتهی الیه سمت راست به انتهای سمت چپ حرکت داده و مجددا به جای خود بر می گرداند.
گشتاور وارده به پینیون توسط یک سنسور گشتاور اندازه گیری میشود. همچنین یک انکودر ، زاویه فعلی غربیلک فرضی را اندازه گیری و به سیستم اعلام می کند. سیبک های انتهایی به واسطه دو لودسل تایپ S به دو جک هیدرولیک متصل می باشند. زمانی که حرکت جعبه فرمان به سمت هر جک باشد، این حرکت سبب می شود که روغن از بدنه جک به شمت آکومولاتور ها حرکت نماید.
یک شیر ترانسدیوسر دار که توسط سیگنال آنالوگ مقدار دهی می شود در برابر حرکت روغن مقاومت کرده و سبب ایجاد فشار در مقابل حرکت جعبه فرمان می شود . مقدار این فشار توسط لودسل همان سمت اندازه گیری می شود. در هنگام حرکت به سمت مخالف ، به دلیل وجود شیر یک طرفه ، روغن براحتی به داخل از داخل آکومولاتور به داخل جک حرکت کرده و عمل مقاومت در سمت دیگر جعبه فرمان صورت می گیرد.
پروژه شماره 8: تست لقی سیبک خودرو – Stepper Motor
سیبک ها در خودرو ، در بخش جعبه فرمان و جلوبندی استفاده می شوند . در عملیات تولید سیبک ، جهت اطمینان از صحت تولید ، از سیبک های تولید شده نمونه گیری شده و میزان لقی دسته سیبک نسبت به بدنه آن توسط دستگاه تست لقی اندازه گیری می شود. سیبک از یک طرف به بدنه محکم نصب شده و دسته آن به هد دستگاه پیچ می شود. یک استپر موتور، دسته سیبک را در گام های 0.01 میلیمتری به پایین فشار داده و فشار وارده توسط یک لود سل اندازه گیری می شود.
زمانی که فشار به 150 کیلوگرم رسید حرکت موتور معکوس شده و دسته سیبک را در گامهای 0.01 میلیمتری به سمت بالا می کشد. زمانی که لود سل مشخص کرد که فشار به منفی 150 کیلوگرم رسیده ، تست تمام می شود. اگر مجموع حرکت سیبک در بازه 150± کیلوگرم ، کمتر از 0.25 میلیمتر باشد قطعه مورد قبول و در غیر اینصورت مردود است. شروع تست توسط کامپیوتر با ست کردن یک فلگ اعلام می شود. همچنین فلگ های دیگری که توسط کامپیوتر ست و ریست می شوند . وظیفه دستور حرکت هد دستگاه بصورت سریع و آهسته به سمت بالا و پایین را به عهده دارند. این عمل جهت نصب سیبک بر روی دستگاه انجام می شود.
پروژه شماره 9: اتوماسیون اره CNC فولاد بر
کمک فنر خودرو ، از دو بدنه لوله ای داخل هم تشکیل شده است . در هنگام تولید ، برش دقیق این لوله ها ، امری زمان بر و نیازمند کنترل دقیق می باد. جهت برش لوله از اره های آب صابونی استفاده می شود که با توجه به زمان نسبتا زیاد هر برش ، اگر به طور دستی انجام شود باعث خستگی اپراتور و انجام برش های شتابزده و در نتیجه پلیسه دار شدن لوله و برش های کج می شود. با اجرای اتوماسیون می توان عملیات باردهی تیغه برش و همچنین تعیین طول لوله را به عهده PLC گذاشت.
در حالت اتوماتیک، با زدن دکمه استارت ، ابتدا موتور تیغه روشن شده و پس از تشخیص وجود لوله در گیره ، یک جک ، با فشار و سرعت کنترل شده . تیغه برش را به پایین بار داده و با رسیدن به انتهای کورس که توسط یک لیمیت سوئیچ مشخص می شود، تیغه به سرعت به بالا حرکت کرده تا لیمیت سوئیچ دیگری ، رسیده تیغه به بالای کورس را مشخص نماید.
پروژه شماره 10: اتوماسیون انبار مکانیزه
انبار مکانیزه در صنایع دارویی و غذایی ، این امکان را میدهد تا تردد افراد به داخل انبار محصول و یا مواد اولیه متوقف شود. پالت محصول توسط لیفتراک تحویل کانوایر ورودی شده و کانوایر آنرا تحویل پالت چین اتوماتیک می دهد. با استقرار پالت ، پالت چین به سمت طبقه و ردیف مورد نظر حرکت می کند. هر طبقه / ردیف دارای یک سنسور تشخیص پالت می باشد. با رسیدن پالت چین، آنرا تشخیص داده و باارسال سیگنال ، پالت به داخل ردیف مورد نظر حرکت داده می شود. پالت با استفاده از وزن خود به سمت انتهای ردیف رانده می شود.
از طرف دیگر یک پالت بردار وجود دارد . با درخواست پالت ، ردیف / طبقه مورد نظر مشخص شده و پالت بردار به طبقه / ردیف مورد نظر حرکت میکند . با تشخیص پالت بردار توسط سنسور های مربوطه، یک سیگنال مانع مربوطه را باز کرده تا پالت به داخل پالت بردار حرکت نماید. با استقرار پالت ، مانع مجدداً بسته شده و پالت بردار ، پالت بار شده به کانوایر خروجی تحویل می دهد.
با حرکت کانوایر خروجی و رسیدن پالت به انتهای کانوایر خروجی ، یک آلارم به کاربر اطلاع میدهد تا پالت برداشته شود. این انبار بر اساس FIFO عمل می کند و جهت سهولت کار ، برنامه را برای 10 طبقه و هر طبقه 10 ردیف شبیه سازی کرده ایم.
پروژه شماره 11: خانه هوشمند
سیستم کنترل خانه هوشمند از هشت زیر سیستم مجزا و مستقل تشکیل شده است که هر یک از این زیر سیستمها توسط یک FC مستقل فراخوانی و اجرا می شوند.
این زیر سیستم ها عبارتند از :
1- آبیاری و گیاهان 2- لوازم خانگی 3- روشنایی 4- گرمایش و سرمایش 5- پرده ها 6- دوربین امنیتی 7- صوتی و تصویری 8- قفل در ها
زیر سیستم های دوربین امنیتی و قفل درب ها بدلیل نیاز به پاسخ سریع و اولویت بالا ، توسط وقفه های سخت افزاری فراخوانی می شوند. سایر زیر سیستم ها به ترتیب توسط سیکل اصلی فراخوانی و اجرا می شوند.
پروژه شماره 12: سیستم اطفاء حریق هوشمند
در این پروژه یک سیستم جامع اطفاء حریق را برای یک هتل 20 طبق شبیه سازی کرده ایم . سیستم دارای سه زیر سیستم می باشد :
زیر سیستم تشخیص حریق ، ساختمان را از نظر وجود دود و آتش زیر نظر گرفته و در صورت تشخیص حریق، به زیر سیستم اعلام حریق پاس می دهد. زیر سیستم اعلام حریق، توسط هشدارهای صوتی، کلامی و نوری، ساکنان هتل را از وقوع حریق مطلع کرده و پمپ های اطفا حریق را برای انجام عملیات اطفاء آماده می سازد. زیر سیستم اطفاء حریق، با دستور اپراتور وارد عمل شده و با استفاده از لوله کشی عمومی و پمپ های آب و نازل های مخصوص حریق را کنترل و خاموش می نماید.
پروژه شماره 13: سیستم کنترل استخر عمومی
با دکمه استارت سیستم شروع بکار کرده و با دکمه استوپ متوقف می شود.
Pump2 در صورت اعلام وجود آب در استخر توسط S1 آب را از استخر کشیده و پس از عبور از فیلتر و تبادلگر حرارتی ، آب را به استخر باز می گرداند. بویلر بطور مستقل کار کرده و در حالتی که سیستم روشن است همیشه دمای آب را در حد 90 درجه نگه میدارد. آب گرم توسط پمپ 2 به حرکت در می آمده و در داخل تبادل گر، درجه حرارت آب عبوری استخر را بالا میبرد. درجه حرارت مطلوب آب استخر در حافظه DB ذخیره شده و دارای مقدار اولیه 28 می باشد. در صورتی که سنسور RTD ، دمای آب ورودی را بیشتر از 28 درجه تشخیص دهد ، پمپ 2 خاموش شده و اگر درجه حرارت آب کمتر از 28 درجه باشد پمپ 2 روشن میشود.

دیدگاهها
هیچ دیدگاهی برای این محصول نوشته نشده است.